
Заточка инструмента
Для большинства производителей мебели определяющим моментом в выборе инструмента и сервисного цена для его обслуживания является цена. Мы не согласны с таким подходом к этому вопросу, ведь при этом производители совсем забывают про то, что продают они не «железо», а мебель и их основная задача снизить себестоимость производства продукции. Нашим клиентам мы предлагаем другой подход к этому вопросу – считать себестоимость пропиленного метра, просверленного отверстия. Даже самый качественный инструмент будет давать оптимальную отдачу только тогда, когда он регулярно и профессионально обслуживается. Мы готовы оказать Вам профессиональный сервис по обслуживанию следующего инструмента:
- дисковых пил с твердосплавными напайками любой конфигурации;
- концевых и насадных фрез;
- сквозных и не сквозных свёрел;
- всех видов прямых ножей (строгальных, твердосплавных и т. д.);
- всех видов профильных твёрдосплавных ножей (ножи с кромкооблицоовочных станков, ножи с дереворежущих фрез и т. д.)
Наш сервисный центр оснащён станками немецкой фирмы Vollmer с числовым — программным управлением, которые имеют неоспоримые преимущества:
- производить заточку пил со сложной формой зубьев за один проход (чередующиеся зубья, группы чередующихся зубьев, зубья с вогнутой лицевой гранью);
- исключительная точность обработки (до 1 микрона);
- возможность регулировки скорости подачи алмазного круга;
- все наши заточные станки работают при масляном охлаждении и подключены к станции регенерации (очистки) масла.
Шлифовальное масло обладает целым рядом преимуществ по сравнению с водной эмульсией и сухой заточкой:
- максимальный отвод тепла из зоны шлифования (отсутствие микротрещин на твёрдом сплаве);
- получение зеркальной полированной рабочей поверхности инструмента;
- защита инструмента от коррозии, при его длительном хранении.


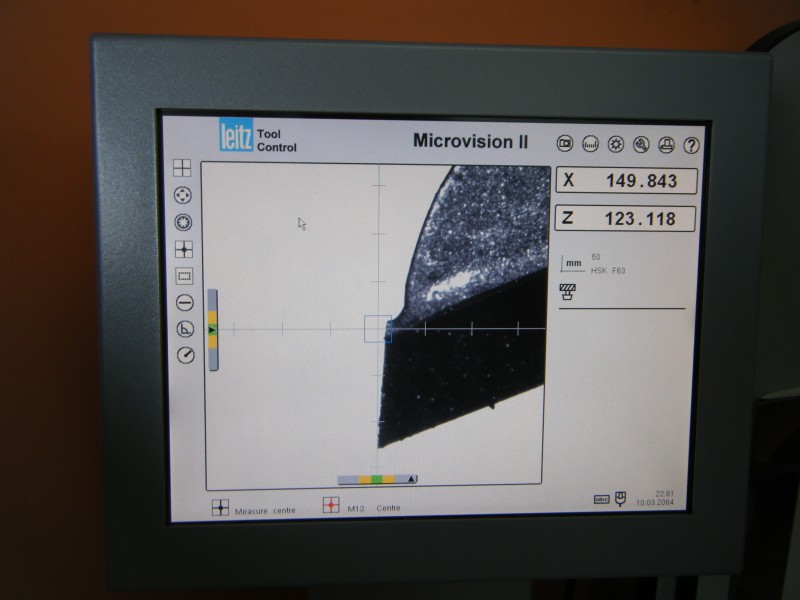
Для того чтобы полностью восстановить работоспособность инструмента в процессе заточки, необходимо правильно определить режимы его обработки. Для этого в нашем сервисном центре организован предварительный осмотр и дефектация инструмента поступающего в заточку. Дефектация и осмотр производятся при помощи контрольно – измерительным стендов, которые позволяют производить измерения с точностью до 0,001 мм.

В процессе дефектации особое внимание обращается на следующие параметры:
- величина затупления;
- наличие загрязнений в виде налипания частиц обрабатываемого материала;
- сколы на режущих гранях;
- биения и отклонения от заводских размеров;
- определение углов заточки, выбор программы обработки;
- наличие достаточного ресурса для осуществления заточки.
Основываясь на данных полученных при дефектации, мастер участка определяет необходимые операции и режимы обработки инструмента.
В ходе заточки инструмент проходит 3 основные стадии:
- очистка рабочей поверхности от налипшего материала (механическим или химическим способом);
- заточка режущих граней;
- контроль качества заточки;
- маркировка даты заточки.

















